
Cleaning Procedure
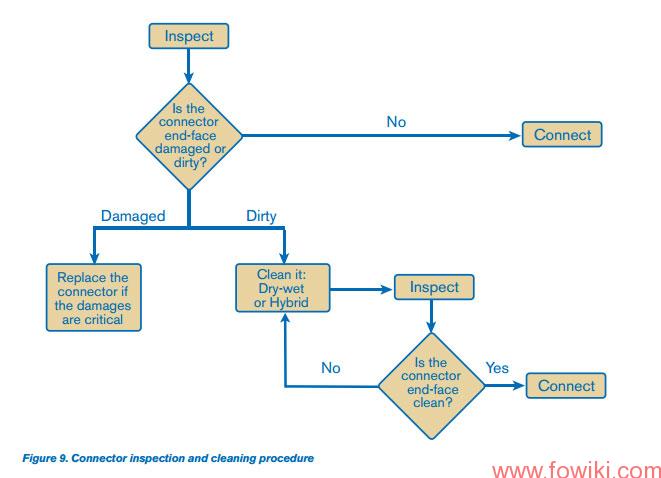
Figure 9 below, illustrates the step-by-step inspection/cleaning procedure that should be rigorously followed before a fiber is connected to another optical component—using this simple procedure can avoid costly network downtime
A reliable network begins with connector care and cleaning. Through the years, many devices and procedures have been used. In the past, the way a connector was cleaned did not affect performance, but nowadays with fiber-optic network demands increasing to meet consumer expectations of services, the way the connector is cleaned is vital. Therefore, before connecting a connector, it is essential to make sure that the connector is clean and exempt of defects. To ensure connector cleanliness, the connector must first be inspected with either a fiber-optic microscope or a video inspection probe and cleaned if necessary.
Note: Always inspect a connector before cleaning—inspection may reveal that the connector does not need to be cleaned. There exist various approaches for cleaning connectors, but for the purpose of this document, the three cleaning procedures that are the most commonly used in the industry will be discussed: dry cleaning, wet cleaning and hybrid or combination cleaning.
The Dry Cleaning Method
Dry cleaning is an efficient technique for removing contaminants, such as light dust particles and oil from hands and is often considered the technique of choice in a controlled manufacturing environment—where speed and ease of use are important factors. This cleaning method is also widely used in outside-plant applications, yet is sometimes not sufficient enough to completely remove all the types of contaminants that can be found in this difficult environment. One of the drawbacks to the dry cleaning method is that the dust particles found on the connector end-face can scratch the surface of the connector, causing signal loss and permanently damaging the connector as the dust is removed. Some dry cleaners can also create electrostatic charges on the end-face, which continues to attract particles floating in the air.
Another common contaminant found in the outside-plant environment is a water-blocking gel from the cables—dry cleaners are rarely effective for removing this product. It is also important to understand that a commonly used dry-cleaning process also uses compressed gas dusters, commonly and incorrectly called “canned air”. These chemicals are not compressed oxygen, but are rather compressed gasses.
Note that these are not effective to clean fiber-optic end-faces with precision (e.g., not effective on particles embedded in the micropolished end-face). Tests have shown that these compressed gas dusters are effective in efforts to restore water-damaged connectors prior to a proper precision-cleaning process.
There exist different types of dry cleaning tools on the market that are made of various materials and that come in a variety of shapes, depending on the type of connector to clean. Table 4 below lists the most popular and affordable tools used in the dry cleaning method:
The Wet Cleaning Method
One of the main active elements of the wet cleaning method is the solvent used and selecting the right one, along with an effective and reliable drying is essential for effective wet cleaning. The main purpose of using the wet cleaning method is to raise dust and contaminants from the connector’s end-face, which avoids scratching the connector. The most widely-known solvent in the industry is the 99.9% isopropyl alcohol (IPA), which is effective for removing a large majority of the contaminants; yet some of them—such as matching gel and most lubricants—are quite resistant and can leave soil residue.
IPA is by nature a hygroscopic solvent, which means that IPA absorbs moisture from the air to which it is exposed as it strives to get to its natural equilibrium of 65% IPA to 35% moisture, making it a less effective cleaner as it gets more exposure. Another issue with IPA is the application method used by the technician. Over-saturating the swab or over-using IPA (or any solvent) to clean an end face can cause the IPA to absorb additional moisture as it slowly evaporates on the connector, leaving a halo effect or residue (as seen in Figure 7) that can adhere to the end-face. New specialized solvents have been developed that offer better results then IPA; their dissolving power
is greater; their evaporation rate is faster and their actions on contaminants are better. Note however that these new products are more effective when used in combination with a dry cleaning process. Overuse of a solvent can result in the excess solvent becoming trapped in the vacuum of the side of the ferrule. In this instance, the solvent may appear to be dry when viewed through a videoscope, but in reality the excess solvent feeds from the vacuum of the side of the ferrule to the end face even after connection—the result is a solvent/contaminant residue that impedes signals and is more difficult to remove than the original contamination.